
Dredged Material Processing Technologies: Dewatering, Separation, Solidification and Ex Situ Treatment
On this page:
- Schematic
- Introduction
- Other Technology Names
- Description
- Development Status
- Applicability
- Cost
- Duration
- Implementability Considerations
- Resources
Schematic
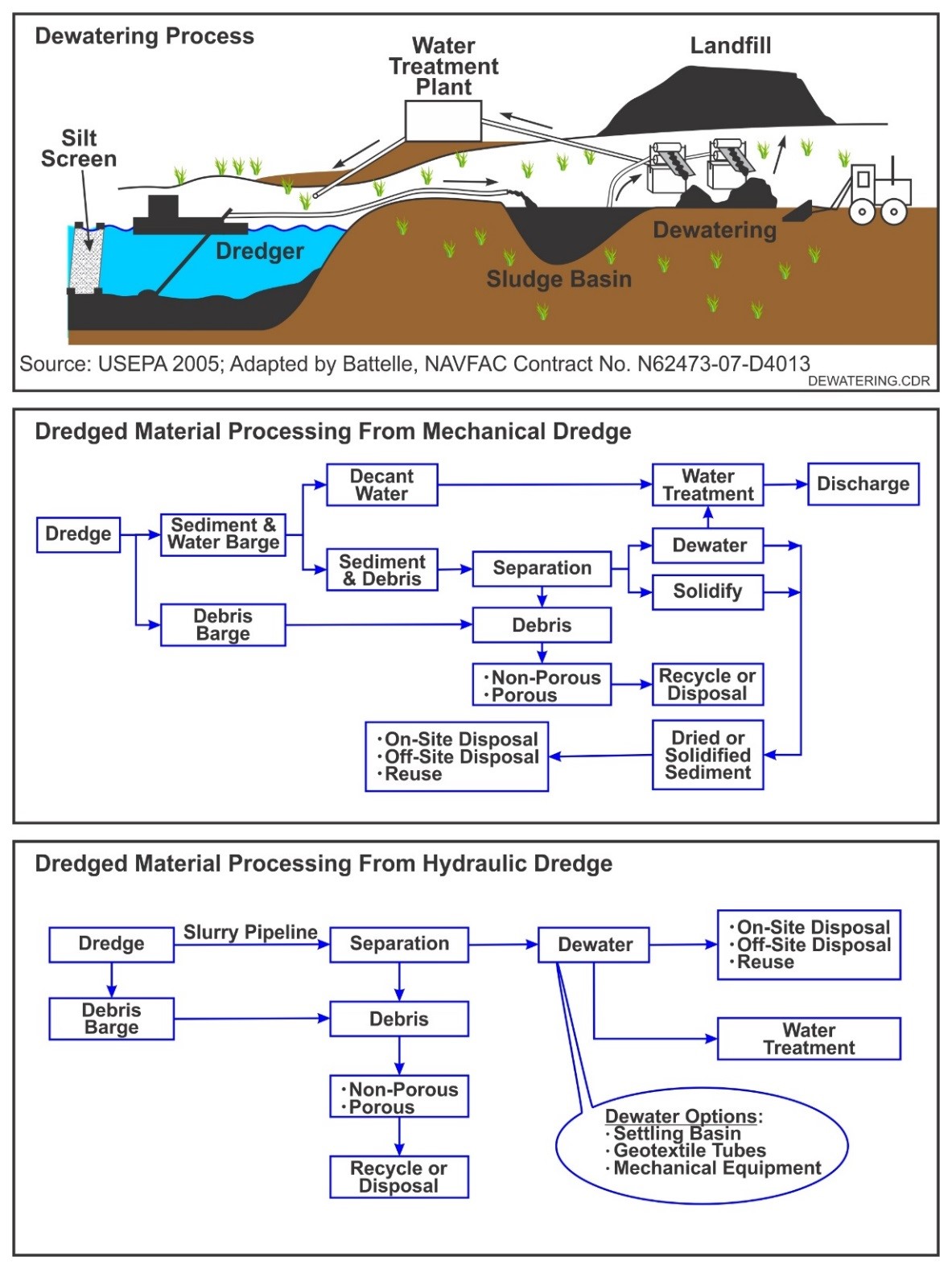
Schematic of Surface Flow Constructed Wetlands
This information may be reproduced without restriction as long as the source attribution is included.
Introduction
Materials removed by dredging of sediments require transport and may require processing prior to placement in a disposal facility or beneficial reuse site. Unlike navigational dredging projects where the sediment is suitable for unrestricted placement within public water bodies or on upland property, dredged material produced during environmental dredging generally requires significant processing prior to disposal or reuse due to the presence of contaminants within the material.
Processing of dredged sediment generally includes dewatering followed by one or more types of treatment prior to disposal or reuse. The type and degree of treatment are based on the types of contaminants in the sediment, regulatory requirements, remedial goals, costs, and other site-specific considerations. Treatment may include dewatering followed by separation, solidification, thermal desorption or incineration, and adding amendments to create various products for beneficial reuse.
Other Technology Names
Drying
Solidification and Stabilization
Recycling
Thermal Desorption
Incineration
Description
Environmental dredging or excavation of contaminated sediment produces three categories of materials that may require processing prior to disposal or reuse. These are:
- Sediment particles and entrained porewater,
- Water (or other liquid) that separates from the sediment particles,
- Debris.
Sediment is typically composed of inorganic soil particles that were hydraulically or mechanically removed and transported from an upland source and allowed to settle and separate from overlying water during transport and/or processing. As a result, sediment is like soil except for the following characteristics:
- Sediment generally has a higher percentage of water and lower percentage of solid particles than soil. Sediment commonly contains 30 to 70% solids by weight, compared to 60 to 90% for upland soils,
- Near-surface sediment generally has a higher percentage of natural organic material from vegetation that settles into the surface sediment, and
- Sediment from marine water bodies contains natural salts in porewater that are adsorbed onto the sediment particles.
Treatment is not required if contamination does not pose unacceptable risks to human health and the environment. The material can be taken directly from the dredge site to the disposal site. However, this practice is more common for navigational dredging projects than environmental dredging projects. As described in the dredging technology profile, two methods of disposal without treatment include placing dredged material into Confined Aquatic Disposal (CAD) cells or in nearshore or upland Confined Disposal Facilities (CDF) near the dredge site. When CAD cells are near the dredge site, dredged material can be transported by barge to the CAD cell site and then sediment, water and most debris can be directly deposited into the cell. The only debris that would require separate removal and processing would be "over-size" items such as large anchors, concrete and timbers. Likewise, when a CDF is near the dredge site, dredged material can be pumped in a slurry line from hydraulic dredges directly into the CDF without any processing. Initial separation of sediment particles from the water in the slurry occurs within hours, which results in the accumulation of water called supernatant above sediment in the CDF. Debris that is pumped with the sediment slurry can be left in the CDF. Only debris that was too large to pump would require separate removal.
In some cases, sediment at environmental dredging sites poses unacceptable risks to human health or the environment and treatment of the dredged material is required prior to disposal. The extent required for each category of material will vary based on types of contaminants present, dredging method, regulatory requirements, and a wide range of site-specific conditions. Additional testing is warranted to understand physical, chemical, and biological properties and determine an appropriate treatment strategy.
Treatment of contaminated sediment generally includes dewatering followed by physical and/or chemical, biological, and thermal treatment processes, some of which are described below. Water may be treated by various methods as described in Water Treatment Unit Operations, and may include oil/water separation, filtration, gravity settling, carbon adsorption, and various forms of chemical and biological treatment. The primary difference being that water separated from sediments typically will have a high concentration of total suspended solids (TSS), so TSS removal is generally the first treatment step followed by other types of treatment. Many of the water treatment systems are modular units that are readily transported by trucks and available for rent from commercial vendors. These can be delivered and assembled in a dredge support area to provide treatment near the dredge site.
Debris is generally separated and washed, and then reused, recycled, or disposed in an appropriate landfill. Debris that is retained on screens with opening sizes of 25 millimeters (mm) or larger may require processing separately from sediment particles. Debris smaller than 25 mm is typically processed and disposed with sediment particles. However, there may be situations where small debris needs to be separated from sediment particles and processes separately.
Screening and Dewatering Technologies
Screening is first performed to remove debris and sometimes separate the dredge material based on particle size for an anticipated end use and/or subsequent treatment. Sediment and debris removed from barges after mechanical dredging or sediment slurries pumped from hydraulic dredging can be processed through mechanical screens to separate materials by particle size. Screen with openings of 150 mm to about 25 mm can be used with all types of dredged sediment and debris and is effective in separating the sediment particles and debris by size.
As the screen size becomes smaller, screening becomes much more difficult to implement because the screens become plugged, especially for sediment with silt and clay and natural vegetative matter. It is easier to screen sediment slurries, and therefore, sediment screening generally is performed prior to dewatering. Screening of hydraulically dredged sediment is more easily performed than screening of mechanically dredged sediment due to the higher water content in the sediment. Oftentimes, water is added to mechanically dredged sediment to create a pumpable slurry that can be processed the same as slurries from hydraulic dredges; however, this increases cost and time to treat the sediment.
Sediment slurries can be processed through smaller screens with openings down to about 5 mm, but these systems typically require water spray bars to facilitate separation. Separating smaller sand particles (i.e., 5 mm to 0.08 mm) can be done with special equipment such as hydrocyclones that use centrifugal force to separate particles by size.
Dewatering to remove excess water, which typically is performed after screening, can be performed using either passive or mechanical methods:
Passive dewatering refers to methods that use drainage or evaporation to remove water from the dredged material. The most common and lowest cost method is to place dredged material into settling basins or tanks and allow the sediment particles to separate by gravity. Dewatering in basins or tanks may result from particle settling, surface drainage, and self-weight consolidation. Water on the surface may evaporate, which reduces the amount of water remaining in the sediment. After settling, the overlying water (supernatant) can be removed by slowly draining over an outlet weir. After most of the water is removed, air drying can be used to remove more water from the dredged material mixture. Passive dewatering is most effective when the dredged material can be spread into thin layers (2 to 4 feet thick) and left in the basin or tanks for several weeks or months.
The rate of dewatering is not constant and generally slows over time. When hydraulic transport is used, most sediment particles settle relatively quickly, within one or two days, and an interface forms between the supernatant on the top and the sediment solids on the bottom. This generally does not occur when mechanical dredging and transport are used since the sediment is in a solid phase as opposed to a slurry and water content is generally much less than that of hydraulically dredged material.
After the initial particle settling phase, additional time is required to complete the passive dewatering process. The supernatant will contain some clay and colloidal particles that will remain in suspension for a long period. It is generally best to remove the supernatant and treat as necessary so that evaporation can begin. As more sediment is deposited, the weight of the material increases the vertical stress on the underlying sediment and this stress results in some of the porewater being squeezed out, which is referred to as self-weight consolidation.
Geotextile tubes are another type of passive dewatering system in which the slurry is pumped into long permeable and collapsible tubes. These tubes generally range in length from 50 to 300 feet long and from 40 to 80 feet in circumference (USACE, 2006). The tubes are designed to contain sediment but release the entrained water. They typically are placed in a constructed diked area designed to capture (and treat) the expressed water. The sediment slurry is pumped into the tubes and allowed to consolidate. Additional slurry is added to fill the tubes until the tube design volume is achieved. In some instances, thickening agents may be added to facilitate settling and dewatering. After dewatering, the tubes can be cut open and excavated, and the sediment transported to a landfill. Alternatively, the tubes can be landfilled in place.
Mechanical Dewatering also can be performed to remove water from dredged material. Mechanical methods dewater sediment much faster than passive methods, but also can be more expensive. Mechanical separation devices usually require that the material be in a slurry form that can be pumped into the equipment, and, therefore, mechanical dewatering is well-suited for hydraulically dredged material. Several types of equipment include:
- Belt presses have continuous pairs of belts that look like conveyor belts. The dredge slurry is compressed between the belts to squeeze out the water.
- Plate and frame presses are operated by pumping the slurry into a void space between two plates lined with a permeable fabric, which are pushed together under high pressure to squeeze out the water.
- Hydrocyclones separate the water from the sediment by centrifugation and can separate the solids into various particle size fractions (e.g., separate silts from sands).
Treatment Processes
A wide range of physical, biological, and thermal technologies are available to treat contaminated sediment. Many ex situ technologies commonly used to treat contaminated soil can be used to treat contaminated sediment. Chemical treatment technologies (e.g., dehalogenation) also can be used, but are uncommon and considered innovative technologies. A summary of technologies include:
Solidification and Stabilization. Sediment dredged by mechanical methods can be solidified by mixing the sediment with various solidification agents. Common solidification agents include lime, cement, fly ash, synthetic adsorbents and natural organic materials. The quantity of solidification agents needed typically varies from 1 to 10% by wet weight. As a result, solidification adds to the weight and volume of material for disposal.
Solidification can be performed on land or on barges. Mixing on land has been done by adding bulk solidification agents into stockpiles and mixing with excavators or use of mixing equipment such as pug mills where the sediment and solidification agents are delivered to a mixing machine with mechanical mixing devices.
Sediment can be solidified to meet a variety of criteria for disposal or reuse. The most common criterion is to pass the paint-filter tests, so that the solidified sediment can be transported by highway trucks and accepted into off-site landfills without release of free liquids. Another common criterion is to provide a minimum compressive strength, which may be required for some reuse applications.
Stabilization treatment is performed using the same methods as described above for solidification. The difference is that stabilization treatment uses reagents that chemically treat the sediment to reduce the leachability of contaminants. An example is stabilization to reduce metal leaching so that the treated material is designated as "solid waste" and not "hazardous waste".
Incineration and Thermal Desorption. Thermal technologies may be used to treat contaminated sediments to remove elevated levels of polychlorinated biphenyls (PCBs) and other recalcitrant compounds that cannot be effectively treated by other methods. Thermal treatment tends to be costly due to the large volume of sediment that generally requires treatment, the high moisture content of the sediment, and the cost of fuel to achieve the necessary treatment temperature. Although thermal treatment is very effective at removing/destroying organic contaminants, it is not effective for removing metals.
Bioremediation. Various technologies, including landfarming, composting, biopiles, and bioreactors, which rely on microorganisms to degrade or transform contaminants to less toxic products can be used to treat dredged sediment. However, application is relatively uncommon and bench- and pilot-scale tests should be performed. Bioremediation technologies can be an effective treatment for certain compounds such as petroleum hydrocarbon constituents and certain pesticides, but may be less effective to treat recalcitrant compounds such as PCBs. Bulking agents such as saw dust and sand and amendments for pH control may be required depending on the properties of the sediment and specific technology used.
Dehalogenation. Sediment contaminated with chlorinated organic compounds including PCBs, dioxins, and furans can be treated by dehalogenation, which is the process of removing the chlorine molecules from the sediment. Two types of dehalogenation technologies have been used, including base-catalyzed decomposition (BCD) and glycolate dehalogenation. Both technologies require that the sediment is screened to remove any debris and rely on the introduction of a reagent and the application of heat to treat the sediment, although the required heat is less than that required for other thermal treatment technologies. Removal of semi-volatile contaminants from the soil can occur at temperatures (300 to 350 °C) below that required for high temperature incineration (greater than 1,000 °C) or even moderate temperature desorption (450 to 550 °C).
The BCD process results in the decomposition and partial volatilization of the contaminants. The sediment is mixed with sodium bicarbonate and heated above 330 °C in a reactor. The volatilized contaminants are captured, condensed, and treated using a variety of vapor treatment technologies.
Glycolate dehalogenation uses an alkaline polyethylene glycol reagent. Contaminated soils and the reagent are mixed and heated in a treatment vessel. The reaction causes the polyethylene glycol to replace halogen molecules and render the compound nonhazardous or less toxic. The reagent dehalogenates the chlorinated compound to form a glycol ether and/or a hydroxylated compound and an alkali metal salt, which are water-soluble byproducts. The slurry is heated to between 25 and 150 °C to facilitate dehalogenation of the contaminants (EPA, 1989). Treatment of the wastewater generated by the process may include various water treatment unit operations including, but not limited to, chemical oxidation, biodegradation, carbon adsorption, or precipitation.
Dehalogenation is an innovative technology for sediment treatment. Bench- and pilot-scale studies should be performed to evaluate its applicability to treat site-specific sediments.
Extraction (Washing). A solvent is added and mixed into the sediment to extract the contaminants of concern. This process may sometimes be referred to as washing when the solvent is water (EPA, 2005). A slurry of the solvent and sediment is created and passed through a separator. Products include clean sediment, possibly separated into various size fractions (e.g., sand and silts); water; and possibly an organic fraction. The resulting liquids generally are further treated to remove the contaminants of concern, after which, they can be recycled through the process.
Manufactured Soil for Beneficial Reuse
Dredged sediment can be combined with other materials as manufactured topsoil, engineered soil capping material, flowable construction fill, or building blocks (USACE, 2000). Research has shown that dredged sediment can be used as feedstock for manufactured soil, which can be used for landscaping, beach nourishment, and fill (Darmody and Marlin, 2002). Research also has shown that contaminated sediment used for manufacture of top soil for agricultural purposes can be used to grow certain crops that do not contain excessive levels of contaminants, such as metals (Darmody et al., 2017).
Characterization of the dredged material must be performed to determine its suitability for the intended use. Characterization will generally include an evaluation of concentrations of chemicals of concern. If it is determined that contaminant levels will not pose unacceptable risks to human health or the environment for its intended application, then additional testing is warranted to understand various physical, chemical, and biological properties, the results of which will be used to determine what amendments may be necessary to achieve the desired composition and properties of the final product. Testing may include an evaluation of sediment characteristics including, but not limited to, permeability, plasticity, particle size distribution, organic carbon content, cation exchange capacity, nutrient content, compactability, consolidation, and shear strength (USACE, 2000).
For any sediment reuse project, a wide range of reuse options should be considered. Results of the physical, chemical, and biological tests are used to screen out options that may not be practical due to sediment-specific characteristics. Those options that appear to be promising based on the preliminary testing are retained for additional evaluation. Bench-scale treatability tests may be performed to develop specific formulations that will meet end-use and regulatory requirements. The selected end use will be based on a combination of factors including human and ecological benefits, environmental impacts, feasibility, cost, and regulatory and public support (USACE, 2000). It is important to involve site and end-use stakeholders throughout the entire selection, design, and implementation process to ensure concurrence and facilitate the process.
Development Status and Availability
The following checklist provides a summary of the development and implementation status of dredged material dewatering and physical processing.
☐ At the laboratory/bench scale and shows promise
☒ In pilot studies
☒ At full scale
☒ To remediate an entire site (source and plume)
☐ To remediate a source only
☒ As part of a technology train
☒ As the final remedy at multiple sites
☒ To successfully attain cleanup goals in multiple sites
Dredged material dewatering and treatment is available through the following vendors:
☒ Commercially available nationwide
☐ Commercially available through limited vendors because of licensing or specialized equipment
☐ Research organizations and academia
The development and implementation status of dredge material treatment technologies varies based on the specific technology. Stabilization treatment of sediment after dewatering and physical processing is a proven technology that has been performed by multiple contactors. Incineration and thermal treatment are proven technologies, but not common due to the high cost. Other types of chemical and biological treatment for sediment are innovative technologies that require site-specific pilot studies to determine if they would be effective at a specific site. Beneficial reuse also is proven; however, new and innovative applications for dredged sediment materials continue to be developed and tested.
Applicability
|
Contaminant Class Applicability Rating for Dredged Material Dewatering and Processing (Rating codes: Demonstrated Effectiveness, ◐ Limited Effectiveness, No Demonstrated Effectiveness, ♢ Level of Effectiveness dependent upon specific contaminant and its application/design, I/D Insufficient Data) | ||||||||
|---|---|---|---|---|---|---|---|---|
Nonhalogenated VOC |
Halogenated VOC |
Nonhalogenated SVOC |
Halogenated SVOC |
Fuels |
Inorganics |
Radionuclides |
Munitions |
Emerging Contaminants |
| ● | ● | ● | ● | ● | ● | ● | ● | ● |
A wide-range of sediment treatment technologies can be employed to treat most contaminants found in dredged sediment. Treatment can be applied to sediments containing halogenated or nonhalogenated volatile organic compounds (VOCs), semivolatile organic compounds (SVOCs), PCBs, polycyclic aromatic hydrocarbons (PAHs), chlorinated pesticides, metals/metalloids (e.g., arsenic, chromium, lead, mercury, etc.), and light non-aqueous phase liquids (LNAPL) such as petroleum fuels. In principle dredged material dewatering also could be used to isolate and treat radionuclides, and emerging contaminants, although few case studies have been documented.
Dredged material physical processing by mechanical screening or solidification can be applied to sediments containing halogenated or nonhalogenated VOCs, SVOCs, PCBs, PAHs, chlorinated pesticides, metals/metalloids (e.g., arsenic, chromium, lead, mercury, etc.), and LNAPL. Munitions can be separated from sediment using mechanical screening with appropriate safety equipment and operational controls. The feasibility of using other types of sediment dewatering or physical processing must be determined on a site-specific basis by experts in munitions handling and disposal.
Cost
Costs for dredged material dewatering, processing and treatment can vary widely and depend on a number of site-specific parameters. The most important factors are:
- Physical and chemical properties of the sediment for disposal or reuse
- Water quality prior to discharge
- Debris disposal or recycling
- Delivery and assembly of temporary processing facilities
- Location and size of upland processing area and/or disposal facility, both of which impact transportation costs
Upfront Costs
- Dredging method (mechanical or hydraulic), which influences the volume of water that will be generated, and hence type and size of treatment equipment
- Bench- or pilot-scale studies to quantify the physical and chemical properties of the dredged materials (sediment, water and debris)
- Preparation of upland processing area, which includes items such as site clearing, gravel or asphalt work pads, perimeter berms for stockpile areas, contaminated water collection system, electrical power supply, water supply, field offices and storage for supplies and equipment
- Delivery, assembly and startup of sediment processing and water treatment systems
Operation and Maintenance Costs
- Fuel, electricity, supplies and chemicals for treatment processes
- Operating labor
- Location of processing facility in relation to dredge site
- Equipment rental or purchase
- Sampling and testing of sediment and water
- Earthmoving equipment for on-site transport of materials
Duration
Dredged material processing is typically performed concurrently with dredging and therefore is dependent on the time that is required to dredge the material. Dredging projects can range in size from a few hundred cubic yards (cy) of sediment to over a million cy. Dredging projects can be divided into the following size ranges:
- Small - Less than 25,000 cy. Small projects are typically performed with equipment that can be transported by trucks. Typical production rates for dredging and processing the dredged materials are 50 to 250 cy per work day, using one shift per day. These projects can be completed in one dredge season
- Medium - 25,000 to 250,000 cy. Medium projects can also be performed with equipment that can be transported by trucks, but may be done with large barge-mounted equipment. Typical production rates for dredging and processing are 200 to 1,000 cy per work day with one shift per day. These projects are generally completed during one or two dredge seasons.
- Large - Greater than 250,000 cy. Large projects can be performed with equipment that can be transported by truck; however, the equipment generally must be partially disassembled and reassembled on site. Large projects are usually more economical if the site is accessible to larger barge-mounted equipment from marine contractors. Typical production rates are 500 to 5,000 cy per day and it is common for dredge contractors to work 24 hours per day. Large projects often require multiple dredge seasons to complete.
The total project time must include time for design, laboratory testing and bench- or pilot-scale tests. The dredged material processing system must be delivered and started before dredging can start, and may continue for a short period after dredging is completed in order to process any accumulated/stockpiled material.
Implementability Considerations
Potential implementability considerations for dredged material dewatering, processing and treatment include the following administrative and technical items:
Administrative Considerations
- Permit requirements. Water generated during dredging operations is often classified as "Dredge Return Water" in permits issued by the United States Corps of Engineers (USACE) and the water quality is specified in Water Quality Certifications issued by the State where the dredge work is performed. Water quality criteria may be established by the EPA or other State agency. Industrial pre-treatment criteria may apply to water sent to industrial or public wastewater treatment plants. Local permits for upland processing may set criteria for work hours, sound levels, and air quality at the perimeter of the work area.
- Disposal Criteria. Disposal or reuse facilities for sediment, debris and water generally have criteria for the physical and chemical properties of materials that they can accept. For example, an off-site landfill will have criteria for the physical properties of sediment as well as chemical concentration limits.
- Access Agreements. In situations where access agreements are needed for upland processing areas or transportation routes, these may have conditions that impact the work.
Technical Considerations
- Upland Process Area. The size and location of upland processing areas is a major cost factor for dredged material processing. In urban areas, most land adjacent to major water bodies is developed and there is limited available open space for temporary facilities to support dredging and dredged material processing. Limited space may dictate the need to use mechanical dewatering, off-site water treatment and off-site disposal, which are usually more expensive than on-site technologies.
- Adjacent Property Use. Requirements related to air quality, noise, light, work hours, and material transportation may be more stringent at sites adjacent to properties used for education, consumer businesses or residential housing.
- Transportation Routes. The size and capacity of local roads and availability of a rail line to upland processing areas will impact the cost. For example, if the only roads to the site are designed for residual use, they will limit the size of trucks and often limit the hours of trucking. On the other hand, if there are active rail lines to the site, transportation by rail may be less expensive.
- Distance from Dredge Site to Processing Site. The distance and site conditions between the dredge areas and processing area will impact the costs, with sites located farther from the processing facility incurring much greater costs.
- Presence of Debris. It is difficult to clean porous debris, such as concrete or wood, so these types of materials may require cutting or crushing to reduce the size and then transport to appropriate solid waste disposal facilities.
Resources
Darmody, R.G., Marlin J.C., Talbott, J., Greene, A., Brewer, E. F., and Stohr, C. Ecological Risk Assessment, Dredged Illinois River Sediments. Journal of Environmental Quality (2004)
This journal article presents research performed to evaluate the potential for dredged Illinois River sediments of supporting agronomic crops.
Darmody, Robert G, Ruiz Diaz, Dorivar. Dredged Sediment: Application as an Agricultural Amendment on Sandy Soil. Illinois Sustainable Technology Center. University of Illinois (2017) (PDF) (103 pp, 5.55 MB)
This report provides technical and policy guidance for project managers and management teams making remedy decisions for contaminated sediment sites.
EPA. Contaminated Sediments Web Page
This Web page contains links to sediment guidance documents, fact sheets and policies and other documents relevant to contaminated sediments.
EPA. Innovative Technology Glycolate Dehalogenation. National Center for Environmental Publications (1989) (PDF) (2 pp, 208 KB)
This paper describes the glycolate dehalogenation process.
EPA. CLU-IN Sediment Remediation - Capping Web Page
This Web page provides an overview of sediment capping and provides links to references and case studies.
EPA. Superfund Contaminated Sediments: Guidance Documents, Fact Sheets and Policies Web Page
This web page contains links to sediment guidance documents, fact sheets and policies and other documents relevant to contaminated sediments, including those addressing dredging.
EPA. Contaminated Sediment Remediation Guidance for Hazardous Waste Sites (2005) (PDF) (236 pp, 2.97 MB)
The guidance is designed to assist sediment site managers by providing a thorough overview of methods that can be used to reduce risk caused by contaminated sediment. Chapter 6 addresses dredging and excavation.
EPA. Memorandum: Remediating Contaminated Sediment Sites - Clarification of Several Key Remedial Investigation/Feasibility Study and Risk Management Recommendations, and Updated Contaminated Sediment Technical Advisory Group Operating Procedures (2007) (PDF) (24 pp, 5.75 MB)
This document identifies 11 recommendations based on current best practices for characterizing sediment sites, evaluating remedial alternatives, and selecting and implementing appropriate response actions for remediation of contaminated sediment
EPA. Identifying, Planning, and Financing Beneficial Use Projects Using Dredged Material (2007) (PDF) (114 pp, 1.40 MB)
This "Beneficial Use Planning Manual" presents a framework for identifying, planning, and financing beneficial use projects.
EPA. The Role of the Federal Standard in the Beneficial Use of Dredged Material from U.S. Army Corps of Engineers New and Maintenance Navigation Projects (2015) (PDF) (16 pp, 206 KB)
The document describes a number of recommended actions intended to enhance and facilitate efforts to increase the beneficial use of dredge material.
Interstate Technology and Regulatory Council (ITRC). Contaminated Sediments Remediation: Remedy Selection for Contaminated Sediments (2014)
This Web page provides a remedy selection framework to help project managers evaluate remedial technologies and develop remedial alternatives (often composed of multiple technologies) based on site-specific data.
NAVFAC. Contaminated Sediments Web Portal
This Web portal provides an interactive tool (Contaminated Sediment Overview) and a variety of links to resources for contaminated sediment management including Navy and EPA guidance documents, relevant agency Web sites, sediment-related conference and workshop information and other publications.
NAVFAC. Sediments Environmental Restoration
This page provides an overview of sediment sampling, assessment and remediation.
NAVFAC. Implementation Guide for Assessing and Managing Contaminated Sediments at Navy Facilities (2005) (PDF) (294 pp, 20.3 MB)
The document presents guidelines for conducting sediment site assessments and remedial alternative evaluations within the Navy's Environmental Restoration program. It is intended for use by remedial project managers and their technical support staff as step-wise guidance that will apply to most Navy sediment investigations. It includes discussion of the technologies available for remediation of sediments.
SERDP/ESTCP. Contaminated Sediment Overview Tool
This Web tool provides an overview of the key technical and policy issues for Navy remedial project managers to consider when managing contaminated sediment sites.
SERDP/ESTCP. Sediment Remedy Effectiveness Tool
This page provides an overview of established techniques for sediment remediation of harbors, rivers and lakes including environmental dredging.
U.S. Army Corps of Engineers (USACE). Dredging Operations and Environmental Research Program Web Page
The Dredging Operations and Environmental Research (DOER) Program supports the USACE Operation and Maintenance Navigation Program. Research is designed to balance operational and environmental initiatives and to meet complex economic, engineering, and environmental challenges of dredging and disposal in support of the navigation mission. Research results will provide dredging project managers with technology for cost-effective operation, evaluation of risks associated with management alternatives, and environmental compliance.
USACE. Dredging Operations Technical Support Program Web Page
The Dredging Operations Technical Support Program, known as DOTS, provides direct environmental and engineering technical support to the USACE Operations and Maintenance dredging mission. This Web page provides links to a wide range of references on various related topics.
USACE. Geotextile Tube Structures Guidelines for Contract Specifications (2008) (PDF) (15 pp, 94.9 KB)
This document provides an example set of contract specifications for the construction of geotextile tubes for sediment dewatering.
USACE. Technical Guidelines for Environmental Dredging of Contaminated Sediments (2008) (PDF) (302 pp, 5.25 MB)
This report provides technical guidelines for evaluating environmental dredging as a sediment remedy component.
USACE. Reclamation and Beneficial Use of Contaminated Dredged Material: Implementation Guidance for Select Options (2000) (PDF) (8 pp, 643 KB)
The objective of this technical note is to provide implementation guidance for select options for beneficial reuse of contaminated dredged material.
USACE. Dredging and Dredged Material Management (July 2015) (PDF) (920 pp, 39.0 MB)
This document provides a comprehensive assessment of dredging, including dredging equipment and techniques, treatment strategies and management approaches.